超厚板(50 mm以上)结构件在工业中具有重要的应用,而焊接一直是制约其发展的瓶颈,尤其是对导热性能优良的铝合金和铜合金,熔化焊更难实施。早期的搅拌摩擦焊(FSW)主要集中在焊缝容易成形的中厚板(5-10 mm),而对厚板的研究相对缺乏。对于厚板(>30 mm)的焊接由于材料流动极其复杂、对工具要求苛刻而变得更加困难。
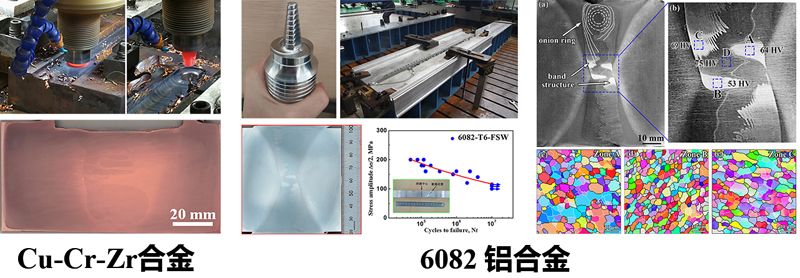
针对上述问题,课题组人员自主研发焊接工具材料,合理设计工具形貌,研制出高质量的厚板专用FSW工具,并开发出双面焊接优化工艺,成功实现了铝合金及铜合金超厚板(60-90mm)的无缺陷焊接,接头力学性能良好。对80 mm厚6082铝合金的双面FSW研究表明,与常规FSW接头不同,焊核区从上到下呈现出明显不均匀的组织结构,且硬度从轴肩影响区到焊核区逐步降低,最低硬度区呈现出沙漏型分布特征。同时,对焊核区出现的S线、条带、白区等典型特征微观结构进行了深入分析,其微观组织衬度主要源于原始表面氧化物和沉淀相在FSW过程中的演变。沿厚度方向上取三层样品进行力学性能分析,其拉伸性能接近,均达到母材的70%,且弯曲性能、疲劳性能均达到了中车集团的应用标准要求,目前所研制的焊接工具及超厚板焊接工艺成功应用于我国350公里“复兴号”标准动车组列车车体的生产中。
该工作得到了中科院/吉林省科技合作高技术专项和中科院青促会专项基金等项目资助,部分内容请参考文献Journal of Materials Science & Technology 41 (2020) 105-116和Engineering Fracture Mechanics 226 (2020) 106887。